歡迎訪問中實洛陽機械工程科技有限公司官網(wǎng),!



-
技術實力是中國礦業(yè)大學礦山機械摩擦材料科研基地,、教學實習基地,是河南科技大學產(chǎn)學研基地,,是中國重型機械工業(yè)協(xié)會會員單位,,是摩擦襯墊、塑料襯板等五項產(chǎn)品行業(yè)標準制定者,。


品中心")


直聯(lián)提升機電動機氣隙不均問題及調(diào)整方法
發(fā)布時間:
2024-07-31
來源:
礦井提升機是礦山的重要設備,,承擔著礦物的提升,、人員的上下、材料和設備的運送任務,。隨著礦山生產(chǎn)規(guī)模的擴大和技術水平的發(fā)展,,礦井提升設備的能力加大,大型化設備數(shù)量增多,,大型提升機特別是大型直聯(lián)摩擦式提升機的需求比例大增,。直聯(lián)提升機的主軸與電動機轉(zhuǎn)子錐套過盈配合連接,電動機為提升機的動力機構,,其正常運行與否,,直接關系到提升機的正常運行,。一旦電動機發(fā)生故障,不僅會降低工作效率,,甚至可能造成重大人員傷亡和經(jīng)濟損失,。
1 直聯(lián)提升機結(jié)構及不平衡磁拉力
1.1 大型直聯(lián)摩擦式提升機結(jié)構
大型直聯(lián)摩擦式提升機主要由主軸、摩擦輪,、滾動軸承,、軸承座,、軸承蓋,、電動機等部件組成,如圖1 所示,。其中,,提升機主軸與電動機轉(zhuǎn)子的錐套過盈配合連接,主軸和電動機轉(zhuǎn)子連成一體,。電動機定子,、轉(zhuǎn)子之間的空隙為電動機氣隙,氣隙的調(diào)整也是電動機安裝的重要環(huán)節(jié),。
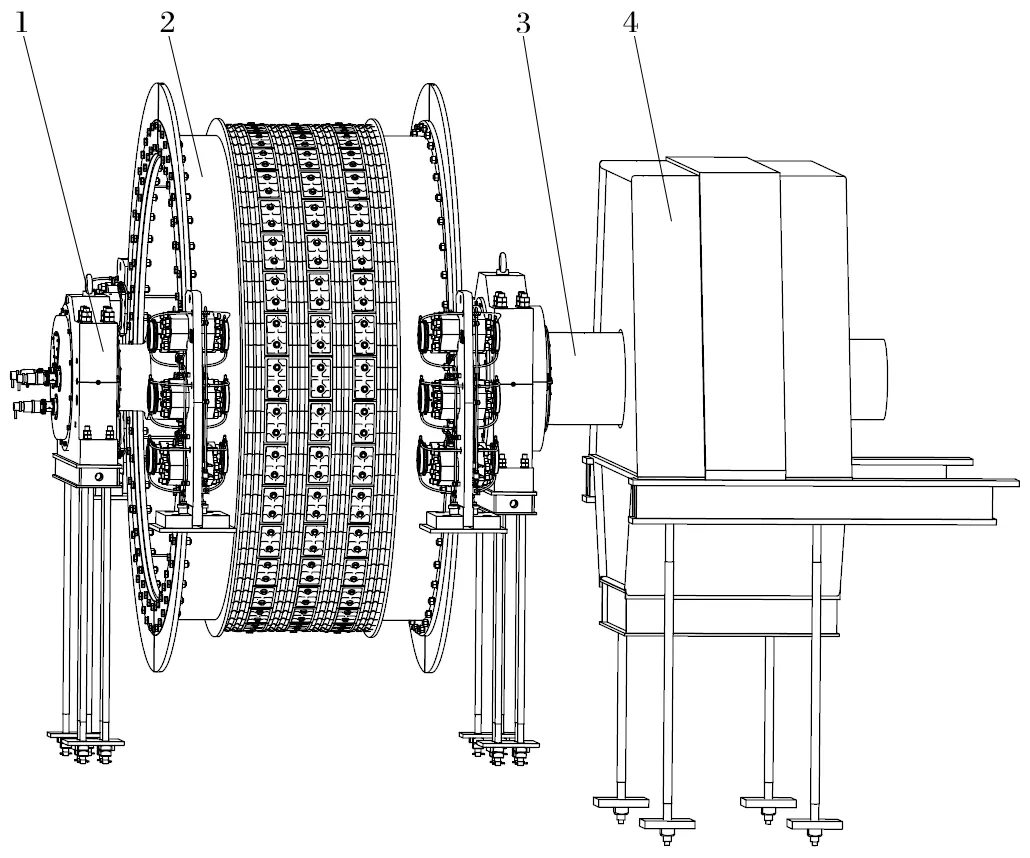
圖1 大型直聯(lián)式提升機的結(jié)構
1.軸承及軸承座,;2.摩擦輪;3.主軸,;4.電動機,。
1.2 不平衡磁拉力的影響
理論上,提升機電動機磁場絕對均勻時,,轉(zhuǎn)子徑向各點所受的磁拉力是均勻的,,其合力為零。但由于生產(chǎn)過程,、現(xiàn)場安裝調(diào)整及測量誤差等都會導致偏心,,偏心必然會導致定子、轉(zhuǎn)子氣隙不均勻,,從而產(chǎn)生不平衡磁拉力,。
根據(jù)經(jīng)驗及其安裝和運行要求,氣隙不均值不能大于電動機氣隙值的 10%,。一旦氣隙值不滿足該要求,,就會導致提升機在氣隙小的方向上產(chǎn)生不平衡磁拉力,把提升機主軸和電動機轉(zhuǎn)子拉向磁拉力大的一側(cè),。該不平衡磁拉力,,不僅會加速軸承的損壞,也會引起提升機的振動和噪聲,,造成提升機閘盤偏擺超差和電動機發(fā)熱量增大,。該不良影響發(fā)展到一定程度時,,會引起定子、轉(zhuǎn)子相摩擦,,發(fā)生電動機“掃膛”事故,,甚至燒毀電動機。
2 氣隙不均與不平衡磁拉力
2.1 研究現(xiàn)狀
劉志珍等人對異步電動機不平衡磁拉力計算的幾種公式進行了推導,,并引入經(jīng)驗系數(shù) β,,提出了一種新的不平衡磁拉力計算公式,通過計算實例與其他方法對比,,證明了所得公式的正確性,。Faiz 等人利用有限元方法分析了感應電動機在動態(tài)偏心和靜態(tài)偏心的磁場特性,發(fā)現(xiàn)主齒諧波變頻帶可以有效預測轉(zhuǎn)子偏心及偏心類型,。Pillai 等人建立了考慮不同轉(zhuǎn)子位置的不平衡磁拉力表達式,,提出了一種解析公式并與二維有限元分析方法作對比,驗證了方法的合理性,。黃彪對不平衡磁拉力進行了計算,,并利用 Maxwell 軟件對不平衡磁拉力進行求解分析,并給出了減小不平衡磁拉力的解決措施,。黨文娟研究了不平衡磁拉力與電動機轉(zhuǎn)矩的理論計算,,給出了非線性解析表達式。電動機在運行中引起不平衡磁拉力的原因較多,,產(chǎn)生不平衡磁拉力的機理也非常復雜,。研究發(fā)現(xiàn),不平衡磁拉力與轉(zhuǎn)子偏心有密切的非線性關系,。雖然現(xiàn)階段已經(jīng)有很多學者給出了不平衡磁拉力的非線性解析表達式,,但因采用的假設和簡化方法各不相同,得到的磁拉力表達式也不盡相同,,各個表達式具有不同的適用環(huán)境,。
電動機單邊磁拉力是指因電動機磁場的不均勻分布而產(chǎn)生的力。國內(nèi)傳統(tǒng)設計中,,單邊磁拉力的計算一直沿用文獻 [9]和 [14]中的公式,。單邊磁拉力
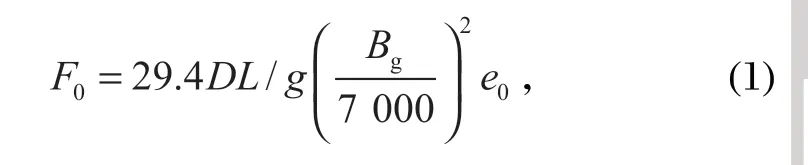
式中:F0 為單邊磁拉力,N,;D 為轉(zhuǎn)子外徑,,cm;L為磁場作用長度,,即指磁場作用的長度范圍,,cm;g為電動機氣隙值,,cm,;Bg 為磁感應強度,,即單位面積上磁通量的大小,Gs,;e0 為偏心量,,cm。
現(xiàn)在,,電動機廠計算低速電動機初始單邊磁拉力時,,一般根據(jù)經(jīng)驗,按電動機定子,、轉(zhuǎn)子間的氣隙偏差為 10% 進行計算,。則上式中
 式(1) 可簡化為
式(1) 可簡化為

2.2 氣隙的安裝調(diào)整
現(xiàn)場安裝提升機時,一般先安裝提升機主軸裝置,,之后再安裝電動機,。安裝電動機時,,先將電動機轉(zhuǎn)子安裝到提升機主軸上,,再將定子安裝就位。安裝定子時,,應按廠家提供的圖紙資料中規(guī)定的要求,,調(diào)整轉(zhuǎn)子與定子間隙。
因為提升機主軸機械自重及電動機轉(zhuǎn)子自重會對提升機主軸產(chǎn)生一定的撓度,,但這兩部分自重產(chǎn)生的撓度在電動機安裝時就已經(jīng)存在,;而定子氣隙已按當時轉(zhuǎn)子位置為基準進行調(diào)整,不會對定轉(zhuǎn)子之間的氣隙產(chǎn)生附加影響,。
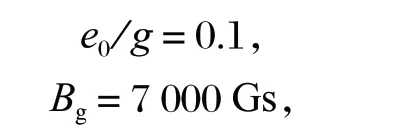
一般提升機在電動機安裝調(diào)整后,、正式運行前,才懸掛鋼絲繩,。提升鋼絲繩繩重,、容器重及載荷重這三部分載荷,均通過鋼絲繩作用在提升機摩擦輪上,,這些統(tǒng)稱為鋼絲繩張力,。鋼絲繩張力會在提升機主軸的電動機端產(chǎn)生撓度,且張力會影響提升電動機定子,、轉(zhuǎn)子之間的氣隙,;因此,在電動機安裝及調(diào)整氣隙時,,需要在鋼絲繩張力產(chǎn)生撓度的方向,,即與鋼絲繩出繩方向相反的方向上預留氣隙。井塔式提升機和落地式提升機鋼絲繩張力作用在提升機上的方向不同,,預留氣隙的方向也不同,,如圖2,、3 所示。在提升機掛繩后再次測量電動機氣隙,,如果氣隙值不滿足要求,,則需再次調(diào)整,直到氣隙合格為止,。
圖2 鋼絲繩張力引起的氣隙變化
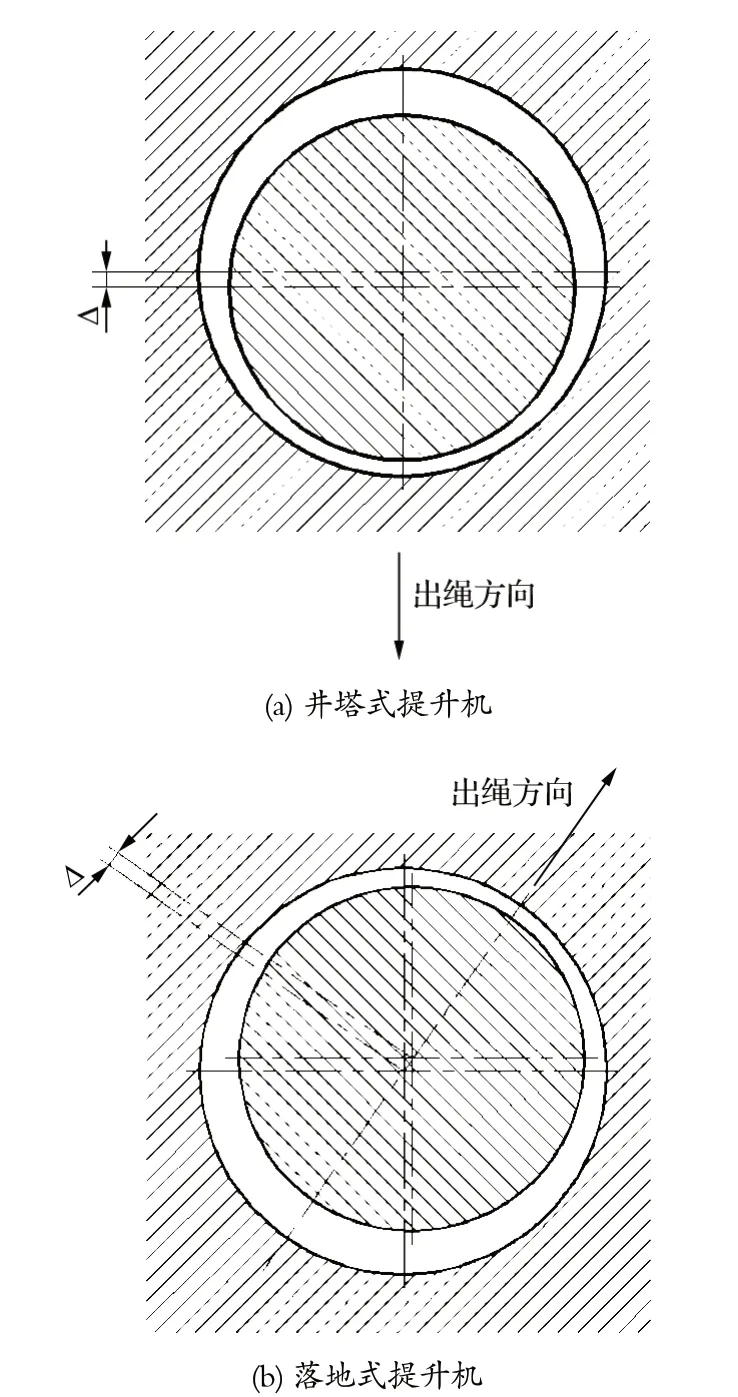
圖3 兩類型提升機的預留氣隙
3 提升機氣隙不均的案例分析
以某現(xiàn)場為例,,該設備為 JKMD-4×4ZⅢ 型多繩摩擦式提升機,鋼絲繩直徑為 φ 42 m m,,提升速度為 8.8 m/s,;電動機為直流電動機,型號為ZKTD250/75,,功率為 1 800 kW,,轉(zhuǎn)速為 42 r/min。
3.1 氣隙不均問題概述
在檢修時,,用戶發(fā)現(xiàn)該電動機轉(zhuǎn)子與定子之間存在氣隙不勻現(xiàn)象,,問題出現(xiàn)已有一年多。用戶擔心該問題繼續(xù)發(fā)展會影響到提升機正常運行,。我公司技術人員到達現(xiàn)場后,,觀察到該提升機轉(zhuǎn)子在勵磁通電和勵磁退電時存在較為明顯的氣隙變化,目測變化量為 2~ 3 mm,,如圖4 所示,。電動機在啟動后平穩(wěn)運行中,氣隙無明顯的變化,。技術人員初步懷疑電動機定子,、轉(zhuǎn)子的松動或位移導致氣隙變化,也有可能在初次安裝時氣隙未調(diào)整均勻,。
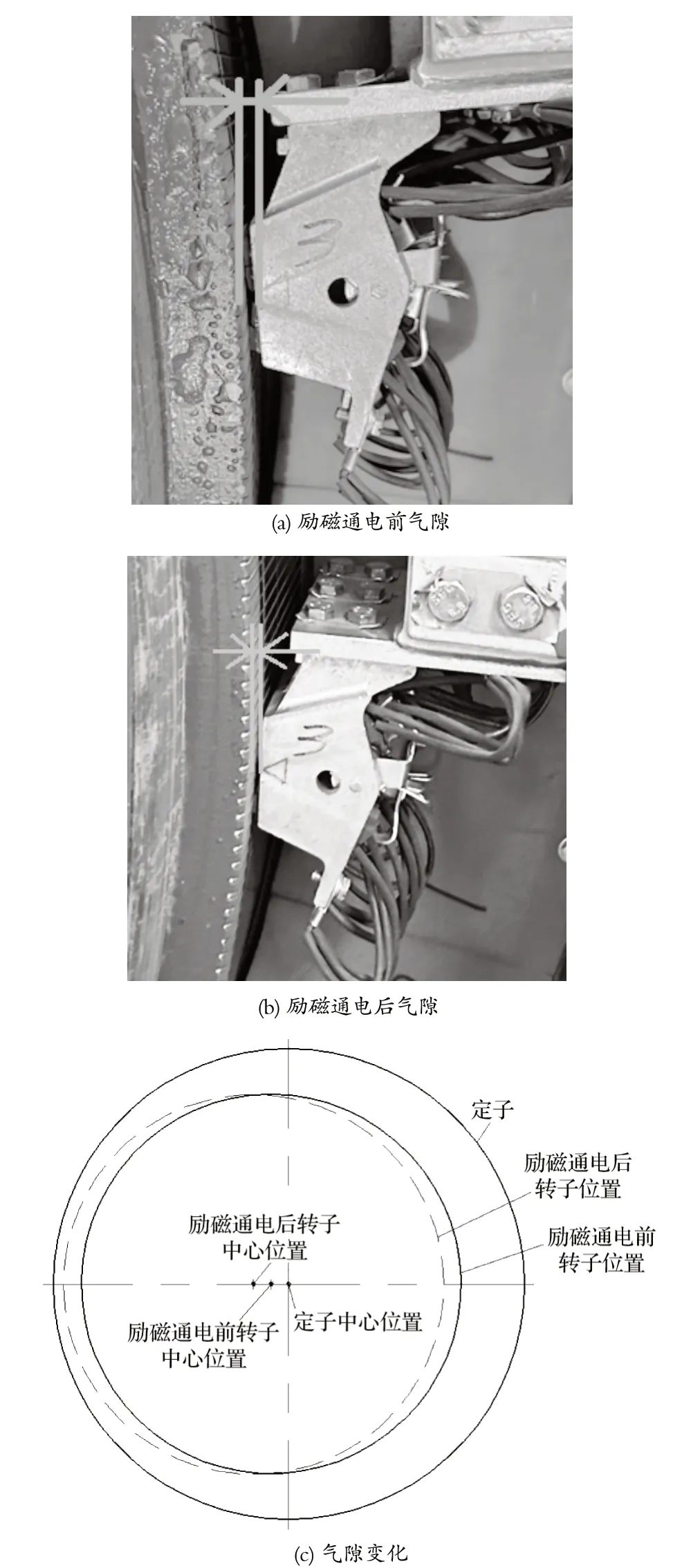
圖4 勵磁通電前后氣隙的變化
3.2 測量氣隙與查找問題
3.2.1 測量氣隙與排查原因
拆除電動機外保護罩,,用塞尺檢查電動機定子、轉(zhuǎn)子之間的氣隙,。使用長塞尺,,在定轉(zhuǎn)子圓周上均勻間隔測量氣隙,且要求內(nèi)外兩側(cè)均使用塞尺測量并記錄,。結(jié)果表明,,氣隙存在不均,氣隙最大為 10.3 mm,,最小為 4.4 mm,;定轉(zhuǎn)子之間氣隙的變化方向,與因氣隙變小勵磁產(chǎn)生移動的方向大概一致,。
檢查以下事項并查找問題:檢查電動機與基礎底座的連接螺栓是否松動,,電動機磁極與電動機定子殼體連接是否松動,,提升機各個部位連接螺栓及楔鐵是否松動。對上述問題逐一檢查,,均未發(fā)現(xiàn)問題,,排除提升機在運行過程中,因定子松動產(chǎn)生位移而造成的氣隙變化,。
3.2.2 使用百分表測量位移
提升機電動機在勵磁通電時,,存在肉眼可見的轉(zhuǎn)子位移,需要采用百分表測量轉(zhuǎn)子位移量,。同時,,在電動機與提升機之間主軸架設百分表,觀察主軸是否發(fā)生位移及位移量,;在電動機轉(zhuǎn)子尾部已觀察到位移最大的方位上,,以及在主軸軸承和電動機之間,架設百分表,,方位與電動機轉(zhuǎn)子尾部百分表相同,;在電動機定子也架設百分表。百分表安裝調(diào)整好后,,進行勵磁通電,。當電動機勵磁通電時,,記錄各百分表數(shù)據(jù)如下:主軸軸承與電動機之間產(chǎn)生 0.12 mm 位移,,轉(zhuǎn)子尾部產(chǎn)生 4 mm 位移,,且兩位移方向一致,;電動機定子未發(fā)生位移,。
4 原因分析及調(diào)整方法
4.1 原因分析
初步判斷氣隙不均的原因為在安裝提升機時氣隙未按要求調(diào)整,。電動機因氣隙嚴重不均產(chǎn)生的不平衡磁拉力過大,,造成提升機主軸“吃掉”軸承游隙,,導致主軸及轉(zhuǎn)子端部經(jīng)杠桿原理放大產(chǎn)生較大位移,;因此,需要調(diào)整定子,、轉(zhuǎn)子間的氣隙,。經(jīng)查閱資料,該電動機氣隙值為 7 mm,,要求氣隙偏差不大于氣隙值的 10%,,即為 0.7 mm。調(diào)整后,,應保證其氣隙偏差不超過 0.7 mm,。
4.2 調(diào)整方法
因電動機轉(zhuǎn)子與提升機主軸共軸,經(jīng)檢查提升機的安裝符合要求,,因此不能調(diào)整提升機來調(diào)勻氣隙,,電動機定子通過 6 根螺栓與電動機底座連接,,可以通過調(diào)整定子位置來達到調(diào)勻氣隙的目的。定子位置調(diào)整流程如下:
(1) 劃線標記電動機定子現(xiàn)位置,,記為原始位置,;
(2) 將定子向氣隙小的方向 (出繩方向) 移動約 3 mm;
(3) 拆除定子與底座間的定位銷,,松開定子與底座間的螺栓,;
(4) 利用天車將電動機定子稍稍吊起,采用千斤頂配合,,將電動機頂向氣隙小的一方約 3 mm,;
(5) 利用塞尺測量氣隙,根據(jù)測量值再次調(diào)整,,直到氣隙滿足要求為止,;
(6) 氣隙調(diào)整均勻后,將螺栓按要求擰緊力矩緊固,;
(7) 氣隙驗證,。調(diào)整后,最終最小氣隙為 6.6 mm,,最大氣隙為 7.4 mm,,滿足標準氣隙的要求。再次同時在提升機主軸軸承與電動機間,、提升機轉(zhuǎn)子電動機尾部,、電動機轉(zhuǎn)子架設百分表,進行勵磁通電,,記錄百分表數(shù)據(jù)如下:主軸傳動軸承端產(chǎn)生 0 mm 位移,,轉(zhuǎn)子尾部產(chǎn)生 0.16 mm 位移,電動機定子未發(fā)生變動,。這說明調(diào)整方法正確有效,。
產(chǎn)品推薦
頁面版權所有 中實洛陽機械工程科技有限公司 本網(wǎng)站已支持 IPV4 IPV6雙向訪問 SEO標簽 營業(yè)執(zhí)照 云資訊