歡迎訪問中實洛陽機械工程科技有限公司官網!








半自磨機襯板斷裂失效原因分析及對策研究
發(fā)布時間:
2024-06-25
來源:
半自磨機自20 世紀50 年代起被廣泛應用,,經歷半個多世紀的發(fā)展與改進,,技術日趨成熟,現(xiàn)已成為選礦廠最重要的礦石處理設備,,其兼具破碎和磨礦兩種功能,,可以完成相當于兩段或三段破碎篩分的碎磨作業(yè)。半自磨機轉速高,,磨內高頻次,、高能量鋼球連續(xù)強烈地沖擊、磨剝可以破碎和粉磨礦石,,主要用于濕式流程中粉磨各種硬度的礦石,、巖石和其他適磨物料,具有生產率高,、成本低等特點,。磨機襯板的作用是提升鋼球和礦石,保護襯板免受鋼球直接沖擊及礦漿浸蝕,,但由于半自磨機內高頻次,、高能量鋼球的連續(xù)沖擊和沖刷,會造成襯板超預期磨損和斷裂,,特別是 φ8m 以上半自磨機襯板的服役工況惡劣,,襯板斷裂導致的提前失效時有發(fā)生,嚴重影響襯板使用壽命,,威脅磨機運行安全,。
1 半自磨機襯板斷裂失效原因分析
半自磨機襯板的使用效果與襯板的設計結構、制造質量,、鋼球硬度,、鋼球充填量、礦石性質,、服役工況以及操作習慣等存在較為復雜的關系,,是多種影響因素共同疊加作用的結果。襯板的非正常失效方式主要分為超預期磨損失效和斷裂失效,。襯板斷裂失效會嚴重擾亂生產節(jié)奏,,并有可能造成磨機設備損傷,因此亟需對半自磨機襯板斷裂失效的原因進行系統(tǒng)分析,,并依據影響因素尋找切實可行的改進措施,。
1.1 磨機運行不穩(wěn)定
磨機調試期工況不穩(wěn)定,礦料供應不足,,磨機內鋼球比例高,。磨機調試期內,由于設備故障或者調試不到位,,頻繁啟停機,,且每次停機前需要排出礦漿,,磨機內僅剩鋼球,再次啟動時鋼球會重砸毫無保護的襯板,。
1.2 磨機內介質運行特點
通常認為半自磨機排料形式為格子型強制排料,,物料通過格子板不斷向外排出,靠近該位置的物料料位較低,,因此鋼球介質對筒體襯板的沖砸情況較嚴重,,靠近出料端的筒體襯板容易損壞。采用離散元方法對 φ3.6m×2.1m 半自磨機筒體不同截面位置的介質運動及其質量分布進行分析,,磨機不同截面的介質質量分布如圖1所示,,靠近出料端蓋處介質的運行軌跡如圖2所示。
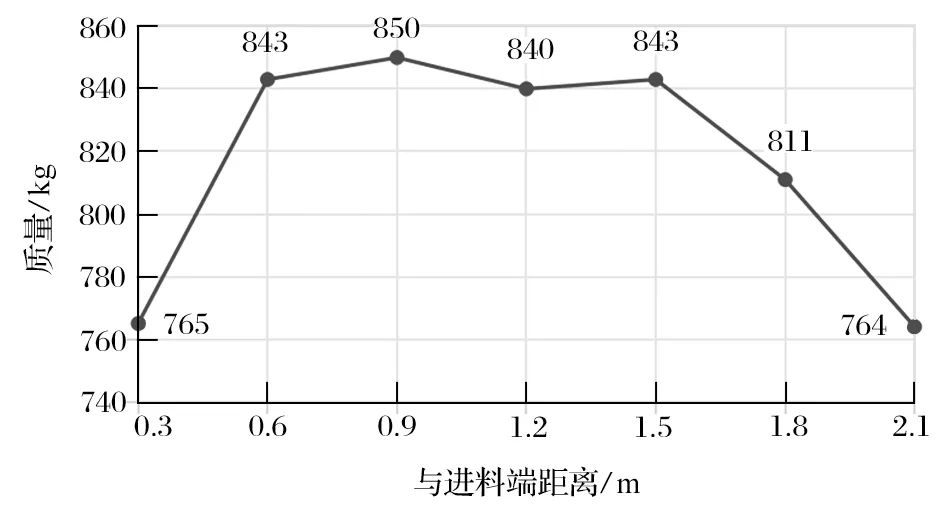
圖1 不同截面介質質量分布
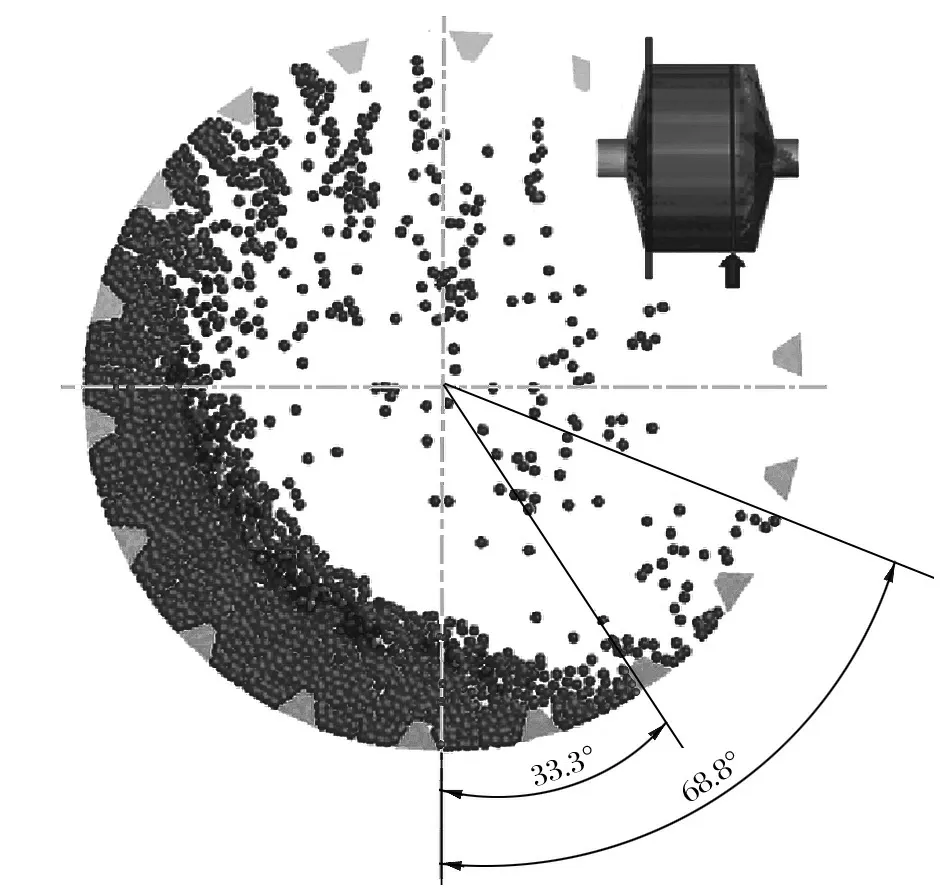 圖2 靠近端蓋處介質運動軌跡
圖2 靠近端蓋處介質運動軌跡
由圖1可以看出,,半自磨機內部靠近端蓋的截面內,鋼球質量僅為磨機中部介質平均質量的90%,,因為靠近端蓋處的料位較低,,磨機中部截面的鋼球分布波動較小。
由圖2可以看出,,料堆的趾部位于與豎軸夾角33.3°處,,代表鋼球滑落形成料堆的極限位置。當磨機內鋼球等介質拋落點位于33.3°附近時,,破碎效率最高,;當介質拋落點位于33.3°以外時,介質開始直接沖擊襯板,,從而導致襯板斷裂的概率增加,。介質拋落點最遠可達與豎軸夾角68.8°處,這是導致靠近端蓋處襯板易開裂的重要原因,。
1.3 襯板結構設計缺陷
襯板結構是影響磨機內鋼球運行軌跡和拋落點的重要因素,。提升面角過小,鋼球被提升的高度大,,拋落距離遠,,部分鋼球難以落在料堆趾部位置,會直接沖擊襯板,,持續(xù)不斷地高能量沖擊造成襯板表面和內部應力不斷累積,,最終形成裂紋或斷裂。
1.4 襯板選材與工況不匹配
半自磨機襯板的鋼鐵基耐磨材料主要有四大類:奧氏體錳鋼,、馬氏體鋼,、珠光體鋼和抗磨白口鐵。隨著半自磨機大型化,,全球最大的半自磨機規(guī)格已達到 φ13.41m×7.92m,,破磨介質的直徑最大可達 φ150~φ200 mm,,大型半自磨機襯板材料必須具備較高的硬度、沖擊韌性和疲勞強度以抵抗襯板在使用過程中承受的巨大沖擊力和強有力沖刷,。奧氏體錳鋼在中小型半自磨機襯板中使用廣泛,,大型半自磨機應用實踐證明,破磨介質的沖砸會導致奧氏體錳鋼嚴重形變,;馬氏體鋼硬度和強度高,,但馬氏體組織脆性較大,大沖擊極易導致裂紋的產生和擴展,;珠光體鋼可以通過調整 C 和合金元素含量,,使用不同的熱處理工藝滿足不同規(guī)格磨機對襯板的性能要求,硬度和沖擊韌性的可調整范圍大,,被廣泛應用于大型半自磨機中,;抗磨白口鐵硬度高、脆性大,,在大型半自磨機中使用較少,。通常情況下,半自磨機內不同部位破磨介質的運行狀況不同,,襯板承受的沖擊存在較大差異,,對襯板沖擊韌性和強度的要求也不相同。
大型半自磨機中,,大直徑破磨介質高頻次,、高能量的沖擊導致襯板使用工況惡劣,選材不恰當或選材的硬度與沖擊韌性不匹配,,襯板在使用過程中發(fā)生早期斷裂失效的概率較大,。
2 半自磨機襯板斷裂失效對策
礦石性質、磨機轉速,、臺效等對襯板斷裂影響較大,,這屬于磨機運行的固有屬性,雖然可以進行適當調整,,但調整范圍較小,。通常可采用調整破磨介質,、優(yōu)化襯板結構,、合理選材和優(yōu)化制造工藝等手段有效解決襯板斷裂問題。
2.1 鋼球加入量
磨機調試期內,,供料不足或系統(tǒng)不穩(wěn)定會導致磨機啟停頻繁,,磨內鋼球充填率較高會導致襯板早期斷裂失效。為了避免襯板早期斷裂失效,,調試期內應盡量減少鋼球填充量,,待磨機運行穩(wěn)定后再調整鋼球充填率,。通常半自磨機鋼球填充率在7%~15% 之間,調試期鋼球填充率應盡量控制在10% 以下,。
2.2 筒體襯板軸向高度分布
由1.2分析可知半自磨機的運行特點,,半自磨機內靠近端蓋處物料料位較低,且受端蓋上襯板的影響,,鋼球的運行軌跡復雜,,鋼球介質對筒體襯板的沖砸較嚴重。為解決這一難題,,通過降低筒體襯板靠近端蓋處提升條的高度來控制鋼球的拋落,,減少鋼球對襯板的沖擊。而半自磨機的高磨損區(qū)域通常位于筒體中間部位,,可以采用3D 掃描,、G eomagic 分析等輔助結構優(yōu)化,也可采用不同高磨損區(qū)域提升條高度不同的等壽命法進行設計,。筒體襯板軸向高度分布如圖3所示,。

圖3 筒體襯板軸向高度分布
2.3 優(yōu)化筒體襯板的提升面角
在磨機轉速和襯板高度一定的情況下,襯板提升面角越小,,鋼球拋落的距離越遠。當拋落距離超過磨機內料堆的趾部時,,鋼球直接沖擊襯板,,襯板斷裂概率增加。筒體襯板的提升面角隨襯板的磨損增大,,襯板的提升能力隨之減小,,對物料的破磨作用越來越小。襯板的提升面角采用專業(yè)襯板設計軟件 M illTraj進行模擬,,確保鋼球拋落于料堆的趾部,,鋼球拋落軌跡模擬結果如圖4所示。筒體襯板的面角設計可以采用“上大下小”的變面角方案,,變提升面角設計如圖5所示,。由于不同區(qū)域磨損速度不同,除采用2.2中高磨損區(qū)域加高措施外,,還可以采用高磨損區(qū)域到非高磨損區(qū)域變截面結構,,提高高磨損區(qū)域的結構強度。

圖4 鋼球拋落軌跡模擬
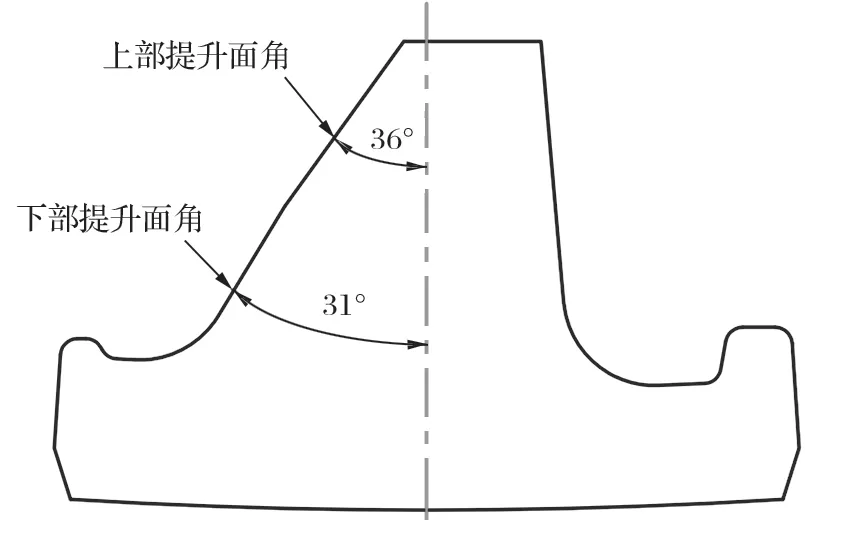 圖5 變提升面角設計
圖5 變提升面角設計
2.4 螺栓孔和底板加強
提升條上的螺栓孔為襯板的薄弱部位,,最易受到磨損,,從而在螺栓孔處產生裂紋。設計時,,通常在螺栓孔處設置加強臺來提高螺栓孔處的結構強度,。螺栓孔加強通常采用半圓形,、橢圓形或梯形,且與提升條相交部位應圓滑過渡,。為了減小加強臺對鋼球拋落軌跡的影響,,兩側拔模斜度盡可能與提升條面角保持一致。
2.5 合理選材
半自磨機襯板的選材,,要同時兼顧高耐磨性和高沖擊韌性,,還要避免襯板在沖擊下發(fā)生嚴重變形。目前大型半自磨機襯板的主流材質為高碳低合金珠光體鋼,。廣泛應用于 φ5m 以上半自磨機的珠光體鋼,,C含量通常在0.8%~1.0% 之間,主要合金元素為 C r,、Mo,,總含量低于5.0%,其特點為熱處理工藝簡單,,硬度和韌性匹配良好,。φ10m 超大型半自磨機的發(fā)展,對襯板材料的抗沖擊性能提出了更高的要求,。為了滿足超大型半自磨機襯板的使用要求,,可以通過適當降低 C 含量至0.5%~0.7%,增加 N i 含量至0.3%~0.5% 來提高襯板的沖擊韌性,。但降低 C 含量后,,需要通過降低熱處理裝爐密度、提高高溫階段的冷卻速度,,來提高襯板的硬度及硬度均勻性,。
3 結語
半自磨機襯板斷裂失效的主要原因為調試期工況不穩(wěn)定,磨機內鋼球比例較高,;磨機啟停頻繁,,鋼球長時間直接沖擊襯板;半自磨機的運行規(guī)律導致磨機內靠近端蓋處物料料位較低,,鋼球對筒體襯板的沖砸情況較嚴重,;襯板提升面角設計不合理,部分鋼球難以落在料堆趾部位置,,直接沖擊襯板,;襯板選材不合理,沖擊韌性低,,承受沖擊導致疲勞斷裂,。
解決半自磨機襯板斷裂的主要對策有調試期內嚴格控制鋼球充填率,通常低于10%;降低筒體襯板靠近端蓋處提升條高度來控制鋼球的拋落,;筒體襯板的面角設計可以采用“上大下小”的變面角方案,,兼顧避免早期斷裂和提高后期磨礦效率;目前大型半自磨機襯板選材最佳方案為高耐磨,、高沖擊韌性的珠光體鋼方案,,可以通過降低 C 含量、提高 Ni,、Mo 合金含量來提高襯板的抗沖擊性能,。
上一頁
上一頁
頁面版權所有 中實洛陽機械工程科技有限公司 本網站已支持 IPV4 IPV6雙向訪問 SEO標簽 營業(yè)執(zhí)照 云資訊