歡迎訪問中實洛陽機械工程科技有限公司官網(wǎng),!



-
技術實力是中國礦業(yè)大學礦山機械摩擦材料科研基地,、教學實習基地,,是河南科技大學產(chǎn)學研基地,是中國重型機械工業(yè)協(xié)會會員單位,,是摩擦襯墊,、塑料襯板等五項產(chǎn)品行業(yè)標準制定者。


品中心")


單 繩 提 升 機 主 要 故 障 分 析
發(fā)布時間:
2024-05-08
來源:
單 繩 提 升 機 主 要 故 障 分 析
單 繩 提 升 機 主 要 故 障 分 析
01 設備異響
一種常見于卷筒部位,周期性的響聲,,又以單繩纏繞式提升機游動卷筒側為甚,。一種常見于多繩提升機天輪裝置。卷筒部位發(fā)出周期性響聲,,原因可能有很多種,。因為響聲只有在運轉時才發(fā)出,比較難以判斷具體部位,,可采用排除法解決,,考慮從如下幾個方面檢查:
①檢查銅瓦部位的潤滑情況,應保證有充足潤滑油,;
②檢查銅瓦與游筒支輪間的調整墊厚度是否合適,,不合適需調整。
③檢查卷筒內(nèi)部是否有螺栓松動情況,,如有松動需緊固,;
④檢查卷筒內(nèi)部是否存在開焊情況,如有開焊需處理,。
⑤檢查調繩離合器的各個齒塊與滑槽的間隙是否均勻,,檢查各個齒塊與齒圈的齒側間隙是否均勻,如果不均勻加銅皮調整,。⑥可將固定卷筒內(nèi)部工藝槽鋼割掉,。
02 卷筒筒殼和兩半接合部位的連結板開裂
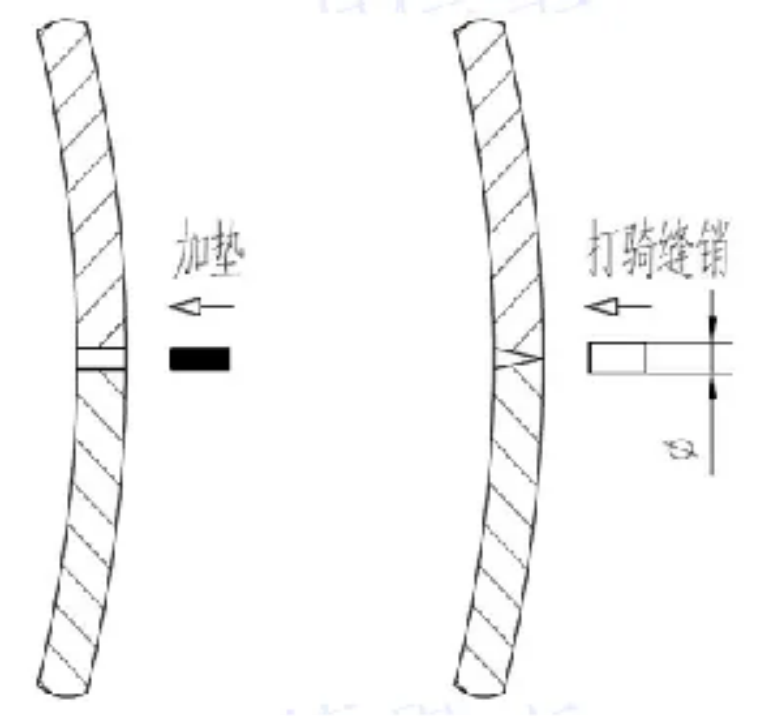
①重點檢查兩半卷筒的接合面部位是否出現(xiàn)縫隙。如果有縫隙一定要處理:
如果縫隙沿筒殼內(nèi)外均勻,,則可以從外側向縫隙填補薄鋼板,,并將其固定牢靠,;如果縫隙沿筒殼內(nèi)外不均勻,一般是外側頂緊,,造成貼緊的假象,。可以從外側在接合縫部位打騎縫銷并可靠固定,,將縫隙處撐緊,。
②兩半卷筒之間的螺栓應按照規(guī)范要求的力矩,不要把得太緊,。
③裂紋處兩端打止裂孔,,建議φ8左右;
④連接板貼焊補強板,,筒殼用碳弧氣刨將裂紋清理干凈,,再進行筒殼焊接。由于無法整體消除應力,,應注意適當?shù)暮附臃椒ā?/font>
⑤如果連接板開裂嚴重,,可整體予以更換。
03 設備異常磨損
①因為設備未按潤滑要求執(zhí)行,,造成設備非正常磨損,,應從潤滑方面改善,嚴格按照說明書執(zhí)行,。
②單繩天輪襯墊的磨損:首先考慮是否有超載現(xiàn)象,,造成襯墊比壓過大。第二考慮檢查襯墊安裝是否良好,,每塊之間是否處于楔緊狀態(tài),。還應考慮檢查天輪的安裝是否存在問題。
③多繩天輪襯墊的磨損:首先考慮是否有超載現(xiàn)象,,造成襯墊比壓過大,。第二考慮檢查襯墊安裝是否良好,每塊之間是否處于楔緊狀態(tài),。還應考慮檢查天輪的安裝是否存在問題,。
天輪和摩擦輪襯墊的磨損:檢查襯墊繩槽底徑是否差距過大,需要進行車繩槽工作,;應保證鋼絲繩的受力趨于一致,。
04 制動盤偏擺超限 制動盤的偏擺量,設備安裝完畢后是必檢的項目,,在使用過程中,也要經(jīng)常檢查,。如果是初次安裝后,,出現(xiàn)制動盤的偏擺量過大,,首先考慮是否是制動盤局部受到機械沖擊造成變形,一般可采用“火焰校正”的方法對制動盤進行校正,。如果安裝投入運行后,,發(fā)現(xiàn)制動盤偏擺量過大,從幾個方面找原因:
①固定卷筒:安裝卷筒時,,聯(lián)接半圓環(huán)內(nèi)圓與固定輪轂法蘭盤相配合的外圓間隙不均勻,,導致閘盤偏擺超差。閘盤基面有毛刺,,沒有清理,。基面與卷筒的配對方向不對,,應查找對位標記,。
②游動卷筒:銅瓦與游動輪轂之間的調整墊片放置不均勻。閘盤基面有毛刺,,沒有清理,。基面與卷筒的配對方向不對,,應查找對位標記,。
③磨合閘瓦是否溫度過高:設備說明書中對磨閘的方法有敘述,一定要控制溫度,,有些用戶不注意,,圖快,壓縮磨閘時間,,結果造成閘盤過熱變形,。
④使用不當:如果電控設置不當,有帶閘運行工況,,就會造成閘盤過熱變形,。這種情況也比較常見,往往是安裝完畢檢查合格,,磨閘也正常,,但運行較短一段時間后,出現(xiàn)制動盤偏擺超差,。應從電控方面進行調整,。出現(xiàn)閘盤偏擺超差,分析原因可主要從上述幾點考慮,,采用的方法:火烤,、調整螺栓、重車閘盤等,。
05 設備損壞
①主軸端軸編碼器小軸斷 原因:主軸與軸承座安裝不垂直,,主軸端傳動軸沒有安裝到位,。
②深度指示器端傘齒輪磨損快、斷齒 原因:安裝時傳動軸與主軸不垂直,。
③盤型制動器漏油嚴重 原因:密封圈老化,,第一次啟動時壓力太高。
④閘瓦無法調整 原因:調整螺母高出油缸,,端蓋壓死(車調整螺母端面低于油缸面),。
⑤減速器漏油、異響 原因:軸頭密封圈老化,,加油太多,,油面高出油位上限。
注意:檢查軸承溫度,,發(fā)現(xiàn)不正常情況立即停機檢查原因,;定期對減速器內(nèi)各齒輪齒面情況進行檢查;使用中定期對減速器各聯(lián)接件進行檢查,,看是否有松動,;潤滑油按要求定期更換;
⑥齒聯(lián)在提升機加減速時產(chǎn)生異響 原因:齒側間隙過大,,潤滑脂太少,。
⑦主軸右端齒輪聯(lián)軸器處的軸套開裂 原因:裝配半聯(lián)軸器時,沒有壓緊軸套,,使軸套松動,,在運行時,撞擊產(chǎn)生裂縫,。配切向鍵時,,打擊切向鍵,切向鍵撞擊到軸套,,產(chǎn)生裂紋,。可在軸套與聯(lián)軸器之間縫隙楔緊,,防止其與主軸產(chǎn)生相對運動,。
⑧咬繩 原因:鋼絲繩偏角太大,天輪和卷筒之間的相對位置不合適,,塑襯繩槽直徑與鋼絲繩不符,,過度塊安裝位置不對。
• 閘瓦不得有油污,。
• 閘瓦間隙超限應及時調整,。
• 閘瓦尺寸應合適,避免壓不緊或竄動。
• 制動器漏油應及時處理,。
• 檢修制動器要注意螺旋開關的狀態(tài),。
• 制動盤粗糙或偏擺過大應處理。
• 對于滑動軸承的老設備,,制動盤產(chǎn)生軸向竄動應檢查主軸軸承,并及時更換巴氏合金瓦,。
• 發(fā)現(xiàn)松閘慢應對制動器進行放氣,。
• 每年或經(jīng)5×105次制動作用后,應檢查碟形彈簧組,。
產(chǎn)品推薦
頁面版權所有 中實洛陽機械工程科技有限公司 本網(wǎng)站已支持 IPV4 IPV6雙向訪問 SEO標簽 營業(yè)執(zhí)照 云資訊